
Aluminum materials are widely used in many industries. So have you ever thought about how CNC machining center process aluminum?
CNC machining centers are developed from CNC milling machines. The biggest difference from the CNC milling machine is that the machining center has the ability to automatically exchange machining tools. By installing different-purpose tools on the tool magazine, the machining tool on the spindle can be changed through an automatic tool changer in one clamping to achieve a variety of machining. Function.
CNC machining center is a high-efficiency automatic machine tool suitable for processing complex parts composed of mechanical equipment and numerical control system. CNC machining centers are among the most productive and widely used CNC machine tools in the world.

Features of Aluminum CNC Machining
Aluminum is one of the most popular material choices for various cnc aluminum machining projects. This is mainly due to the physical properties it has. Fundamentally, aluminum is a strong material ideal for making durable mechanical parts. Additionally, the material contains an oxidized outer layer that makes it resistant to corrosion by the elements. Both of these properties have led to the widespread use of aluminum parts. In particular, the average consumer in the automotive, aerospace, healthcare and electronics industries seems to prefer aluminum as their material of choice.In addition to its properties, aluminum offers several advantages for CNC machining by simplifying and improving the process. Aluminum offers excellent machinability, a factor not typically observed in other metals with similar properties. Additionally, aluminum is relatively soft and is easily cut, chipped, formed and penetrated by tools. Aluminum can be processed three times faster than other commonly used metals such as iron and steel.
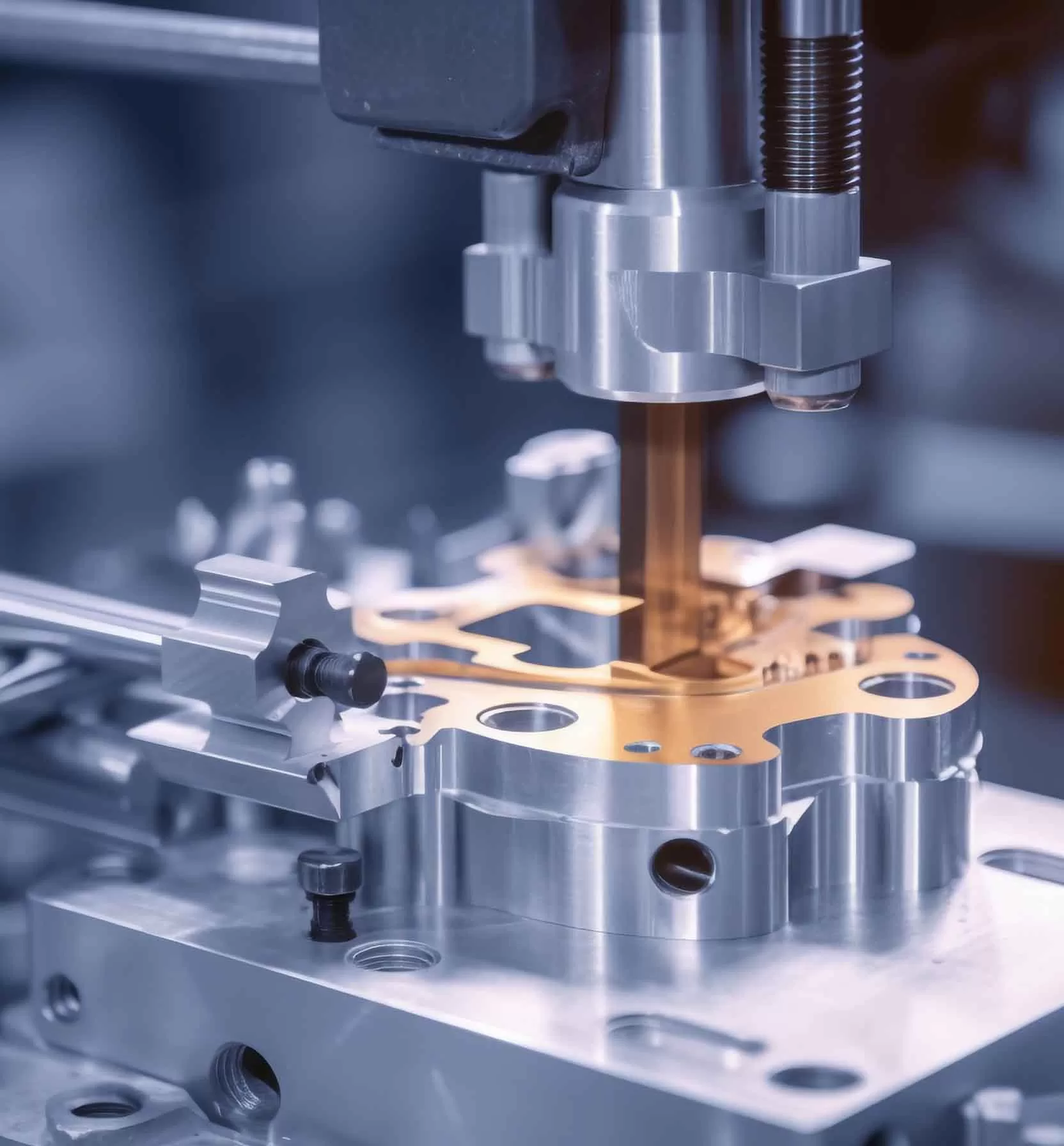
HOW DOES THE CNC MACHINING CENTER PROCESS ALUMINUM PARTS
Aluminum parts machined by CNC machining centers are actually CNC milled aluminum parts. In addition to the characteristics of ordinary milling machines, CNC milling also includes parts processing with strong adaptability and flexibility. It can process parts with particularly complex contour shapes or difficult to control sizes, such as mold parts and shell parts. It can process parts that cannot be processed by ordinary machine tools or are difficult to process, such as complex curve parts described by mathematical models and three-dimensional space surface parts. It can process parts that need to be processed in multiple processes after one clamping and positioning. High processing precision, stable and reliable processing quality. The production automation program is high, which can reduce the labor intensity of the operator. Conducive to production management automation. high productivity. In terms of cutting principle, whether it is end milling or peripheral milling, it is an intermittent cutting method, rather than continuous cutting like turning, so the requirements for the tool are relatively high, and it has good impact resistance, toughness and wear resistance. In dry cutting conditions, good red hardness is also required. How does the CNC machining center make aluminum parts?
- Preparations before starting the machine. Every time the machine tool is turned on or after the feed is stopped or reset, the reference of the machine tool should be reset to zero first, so that the machine tool has a reference position for future operations;
- Fix the aluminum blank on the machining center. Before the aluminum embryo is clamped, it is necessary to clean each surface. It cannot be stained with iron filings, dust and oil, and use a file or oil stone to remove the burrs on the surface of the aluminum embryo. The high-speed iron used for clamping must be ground by a grinder every time surface, leaving it smooth and credible. The code iron and the nut must be fixed to be able to reliably clamp the processed parts. When dealing with some difficult clamping parts, they can be directly clamped on the vise. The machine tool table needs to be kept clean, free of iron filings, oil and dust , the iron pads are generally placed at the four corners of the workpiece, and the high-speed iron must be placed in the middle of the parts with a large span;According to the size of the drawing, use a ruler to check whether the length, width, and height of the aluminum blank are qualified. When clamping the aluminum blank, follow the clamping and placement method in the programming work instruction to avoid the possibility that the cutter head may touch the fixture during processing. In some cases, after the aluminum blank is placed on the iron pad, the reference plane of the aluminum blank should be drawn according to the requirements of the drawing. For the aluminum blank that has been ground, it is necessary to check whether its verticality is qualified. After the aluminum blank is drawn Be sure to tighten the nuts to prevent the unreliable clamping from derailing the aluminum blank during processing. Pull the watch again to make sure that the error does not exceed the specified value after clamping;
- Aluminum billet hits. For the clamped aluminum billet, you can use the touch head to set the reference zero position for processing. The touch head can use photoelectric and mechanical methods. There are two methods: middle touch and unilateral touch. Roughly as follows: photoelectric static, mechanical rotation 450-600ipm, manually move the X-axis of the workbench, let the touch head touch the side of the aluminum billet, when the touch head just touches the aluminum billet and the red light turns on , set the relative coordinate value of this point to 0, and then manually move the X-axis of the worktable so that the touch head touches the other side of the aluminum billet. When the touch head hits the workpiece, record the relative coordinates at this time, according to Subtract the diameter of the touch head from its relative value to check whether the length of the aluminum billet meets the requirements on the drawing; divide the relative coordinate number by 2, and the obtained value is the middle value of the X-axis of the aluminum billet, and then move the worktable To the middle value on the X-axis, let the relative coordinate value of the X-axis of this point be set to 0, this point is the zero point on the X-axis of the aluminum billet, carefully record the mechanical coordinate value of the 0 point of the X-axis of the aluminum billet in G54- One of G59, let the machine tool determine the 0 point on the workpiece, and check the correctness of the data again. The steps of setting the 0 point of the Y axis of the aluminum billet are the same as the operation method of the X axis;
- CAM software programming. The programmer selects the aluminum part to be processed, programs it through CAM software, generates the tool path, and checks the interference through the UG simulation module. After the interference check, it is processed to generate a safe and stable NC code, which is transmitted to the workshop and then installed on the machine;
- Prepare all tools according to the programming work instructions;
- Set processing parameters;
- Boot processing. At the beginning of each level, it is necessary to carefully check whether the tool it needs to use is the tool set in the programming guide. When starting to process, the feed speed should be adjusted to the minimum, and the single-block execution of rapid positioning and falling of the tool and Concentration is required when feeding the tool, and the hand should be placed on the stop button. If an abnormality occurs, stop immediately. It is necessary to observe the direction of tool movement and ensure safe tool feeding, and then slowly increase the feed speed to a suitable position. At the same time, the tool needs to be followed. Add coolant or cold air to the workpiece. During rough machining, it should not be too far away from the control panel. If there is any abnormal phenomenon, stop the machine immediately and check it. After roughing, pull the watch once to make sure that the aluminum billet is not loose. Optimize the processing parameters to achieve better processing results; Because this process is a key process, after the aluminum parts are processed, it is necessary to measure whether the main dimension values are consistent with the requirements of the drawings. If there is any problem, it should be reported to the shift leader or program editor for inspection and resolution. , can only be unloaded after passing the self-inspection, and must be sent to the inspector for special inspection.
The above are the 7 basic steps for machining aluminum parts on CNC machining centers. Let’s summarize together, which mainly includes the preparation work before startup, workpiece clamping, workpiece collision frequency, programming of workpiece CAM software, and operations carried out according to the operating instructions. Prepare relevant tools, set processing parameters, start processing, and perform self inspection after processing. I hope this article is helpful to you. We will update the relevant sharing of CNC machining technology in a timely manner. Welcome to follow and add favorites.