
Definition of Ultra Precision Machining:
In the 1960s, in order to meet the needs of cutting-edge technologies such as nuclear energy, large-scale integrated circuits, lasers and aerospace, a processing technology with extremely high precision was developed. By the early 1980s, the highest machining dimensional accuracy had reached 10 nanometers (1 nanometer = 0.001 micron), the surface roughness had reached 1 nanometer, and the minimum size of processing had reached 1 micron. Nanoscale ultra-precision machining is also called nanotechnology. Ultra-precision machining is an interdisciplinary comprehensive technology under development. The period from the 1950s to the 1980s was a pioneering period for technology. At the end of the 1950s, due to the needs of the development of cutting-edge technologies such as aerospace and national defense, the United States took the lead in developing ultra-precision machining technology, and developed ultra-precision cutting of diamond tools – Single point diamond turning, SPDT, also known as “micro-inch technology “, for processing laser nuclear fusion mirrors, tactical missiles and manned spacecraft with spherical and aspheric large parts, etc.
Classification of ultraprecision machining
- Ultraprecision Machining
- Ultraprecision special machining
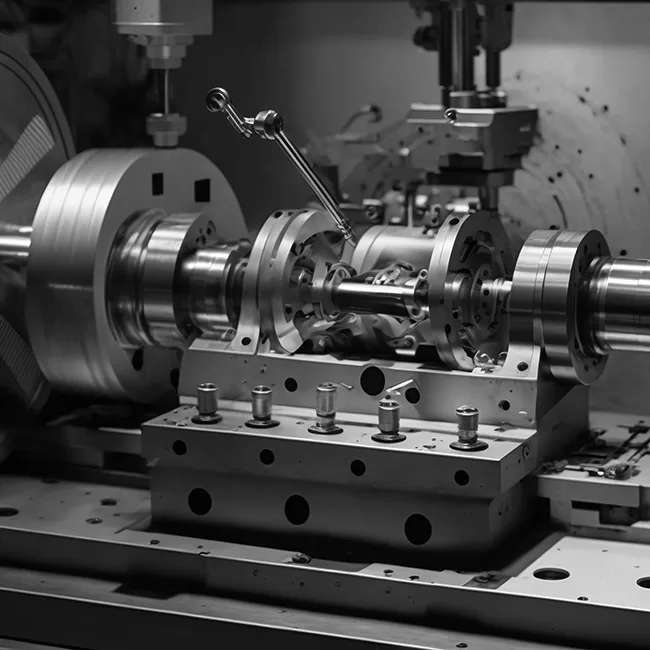
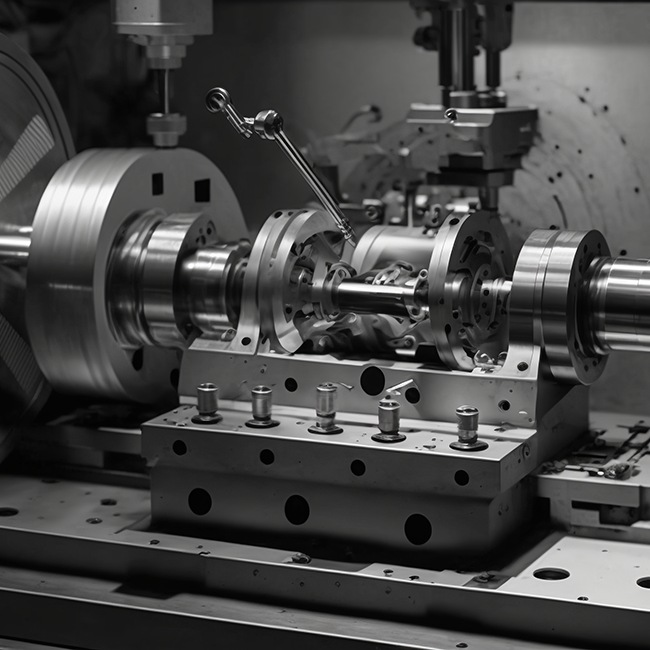
Ultra-precision machining mainly includes precision CNC turning, mirror grinding and grinding. On the ultra-precision lathe, the single crystal diamond turning tool that has been finely ground is used for micro-turning, and the cutting thickness is only about 1 micron. Component. For example, the aspheric mirror with a diameter of 800mm used in the processing of nuclear fusion devices has a maximum precision of 0.1 microns and a surface roughness of Rz0.05 microns. The equipment since this level of ultra-precision machining is mainly CNC machine with extremely high machining accuracy.
Ultra-precision special processing. When the processing accuracy is in nanometers, or even atomic units (the atomic lattice distance is 0.1-0.2 nanometers) as the target, the cutting processing method can no longer adapt, and special processing methods are needed, that is, the application of chemical energy, electrochemical energy, thermal energy or Electric energy, etc., make these energies exceed the binding energy between atoms, so as to remove the adhesion, bonding or lattice deformation of some atoms on the surface of the workpiece, so as to achieve the purpose of ultra-precision machining. This type of processing includes mechanochemical polishing, ion sputtering and ion implantation, electron beam exposure, laser beam processing, metal evaporation and molecular beam epitaxy. These methods are characterized by very fine control over the amount of material removed or added to the surface layer. However, to obtain ultra-precise processing accuracy, it still depends on sophisticated processing equipment and precise control systems, and uses ultra-precision masks as intermediaries. For example, the plate making of VLSI is to use electron beams to expose the photoresist (see photolithography) on the mask, so that the atoms of the photoresist are directly polymerized (or decomposed) under the impact of electrons, and then Use a developer to dissolve the polymerized or unpolymerized part to make a mask. Electron beam exposure plate making requires the use of ultra-precision processing equipment with a table positioning accuracy of up to ±0.01 microns.
Anyway, traditional machining methods (ordinary CNC machining) are the same as precision and ultra-precision machining methods. With the adoption of new technologies, new processes, new equipment and new testing techniques and instruments, its machining accuracy is constantly improving.