A car consists of about 10,000 parts. Each part must be processed and formed through different processes before it can be assembled on the car. Today’s article mainly helps everyone understand the 7 kinds of methods of manufacturing car parts.

1. Casting Processing
Casting is a manufacturing method in which molten metal materials are poured into the cavity of the mold, cooled and solidified to obtain the product. In the car manufacturing process, there are many parts made of raw iron from pig iron, accounting for about 10% of the total vehicle weight, such as cylinder liners, gearbox casings, steering casings, car rear axle casings, brake drums, various Various supports, etc.

Sand molds are generally used to produce cast metal parts. The raw material of sand mold is mainly sand, which is mixed with adhesive, water, etc. The sand mold material needs to have a certain bonding strength so that it can be molded into the desired shape and can withstand the erosion of high-temperature molten steel without collapsing easily. In order to cast a cavity in the sand mold that matches the shape of the workpiece, a physical model must be made out of wood, which is called a wooden template. The size of the hot molten steel will become smaller after cooling. Therefore, the size of the wooden formwork must be increased according to the shrinkage rate based on the original size of the casting, and the surface must be cut and processed to thicken it accordingly. Hollow castings must be made into sand cores and corresponding core wood templates (core boxes). With a wooden template, you can turn the cavity sand mold (forging is also called “sand casting process”). When making sand molds, it is necessary to consider how to separate the left and right sandboxes before removing the wooden formwork. It is also necessary to consider where the molten steel is injected from and how to fill the cavity to obtain high-quality castings. After the sand mold is made, it can be poured, that is, molten steel is poured into the cavity of the sand mold. When pouring, the temperature of the molten iron is 1250-1350 degrees, and the temperature is higher during smelting.
2. Forging
In the car manufacturing process, people generally use casting production methods. Forging is divided into random forging and model forging.
Free forging is a production method in which metal blanks are placed on iron felt to bear impact or load and formed (commonly known as “hardening”). The blanks for vehicle worm gears and shafts are processed by random casting. Mold forging is a production method in which metal blanks are placed in the die chamber of a forging die and shaped under impact or load. Model forging is a bit like the process of batter being rolled into a cookie shape in a template. Compared with free forging, the products produced by free forging have more complex shapes and more precise specifications. Classic examples of vehicle die forgings are: car engine crankshafts and engine crankshafts, vehicle front axles, steering tie rods, etc.
3. Cold Stamping
Cold stamping die or plate stamping die is a production method that allows metal sheets to be cut or formed under force in the stamping die.
Daily necessities, such as aluminum pots, lunch boxes, metal basins for kitchens, etc., are made using the cold stamping die production method. For example, to make a lunch box, you first need to cut out a rectangular blank with four arcs (experts call it “blanking”), and then use a mold base to press this blank into the cavity to form (experts call it “blanking”). It’s called “deep drawing”). During the stretching process, the planar plate becomes a box shape, with its four sides bent vertically upwards. The materials at the four corners are piled up and wrinkles are visible.
Car parts manufactured by cold stamping molds include engine oil pans, brake system bottom plates, window frames and most body parts. These parts are usually formed through processes such as blanking, punching, bending, counter-edging and trimming. To produce cold stamped parts, stamping molds must be prepared. The stamping die is generally divided into two pieces, one of which is installed on the side of the press bed and can roll left and right, and the other is installed under the rolling bed and fixed. During the production process, the blank is placed between two stamping dies. When the front and rear dies are brought together, the stamping die process is completed. The production efficiency of stamping parts processing is very high, and it can produce parts with complex shapes and high precision.
4. Welding
Electric welding is a production method that combines two pieces of metal materials by partially heating or simultaneously heating and stamping them.
The welding process in which workers generally hold a mask in one hand and a welding clamp and welding wire connected to the cable in the other hand is called manual arc welding. This is also the use of high-temperature molten welding wire and welding parts produced by arc charge and discharge, making it tight connection.
Manual arc welding is rarely used in car manufacturing. The most widely used method in car body production is welding. Welding is suitable for electric welding of cold-rolled steel plates. During actual operation, two electrodes apply pressure to two thick steel plates to make them fit together. At the same time, the mating point (a ring with a diameter of 5-6 mm) is energized, heated, melted and solidified. tight connection. When two car body parts are welded, their edges should be welded at a point every 50-100 degrees, causing the two parts to have more discontinuous connections. Welding the entire car body usually requires hundreds of spot welds. The hardness requirements of spot welding are very high. Each spot weld can bear a tensile force of 5kN. Even if the thick steel plate is torn, the spot welding position cannot be separated.
Gas cutting, which is common in maintenance and production workshops, uses acetylene and O2 to burn to form a high-temperature flame, which melts the welding wire and the welding parts and tightly connects them. This high-temperature flame can also be used to cut metal materials, which is called oxygen cutting. Gas cutting and oxygen cutting are more flexible to use, but the thermal damage zone of gas cutting is relatively large, causing deformation and alloy composition changes of the welded parts, and reducing properties. Therefore, gas cutting is rarely used in the car manufacturing industry.
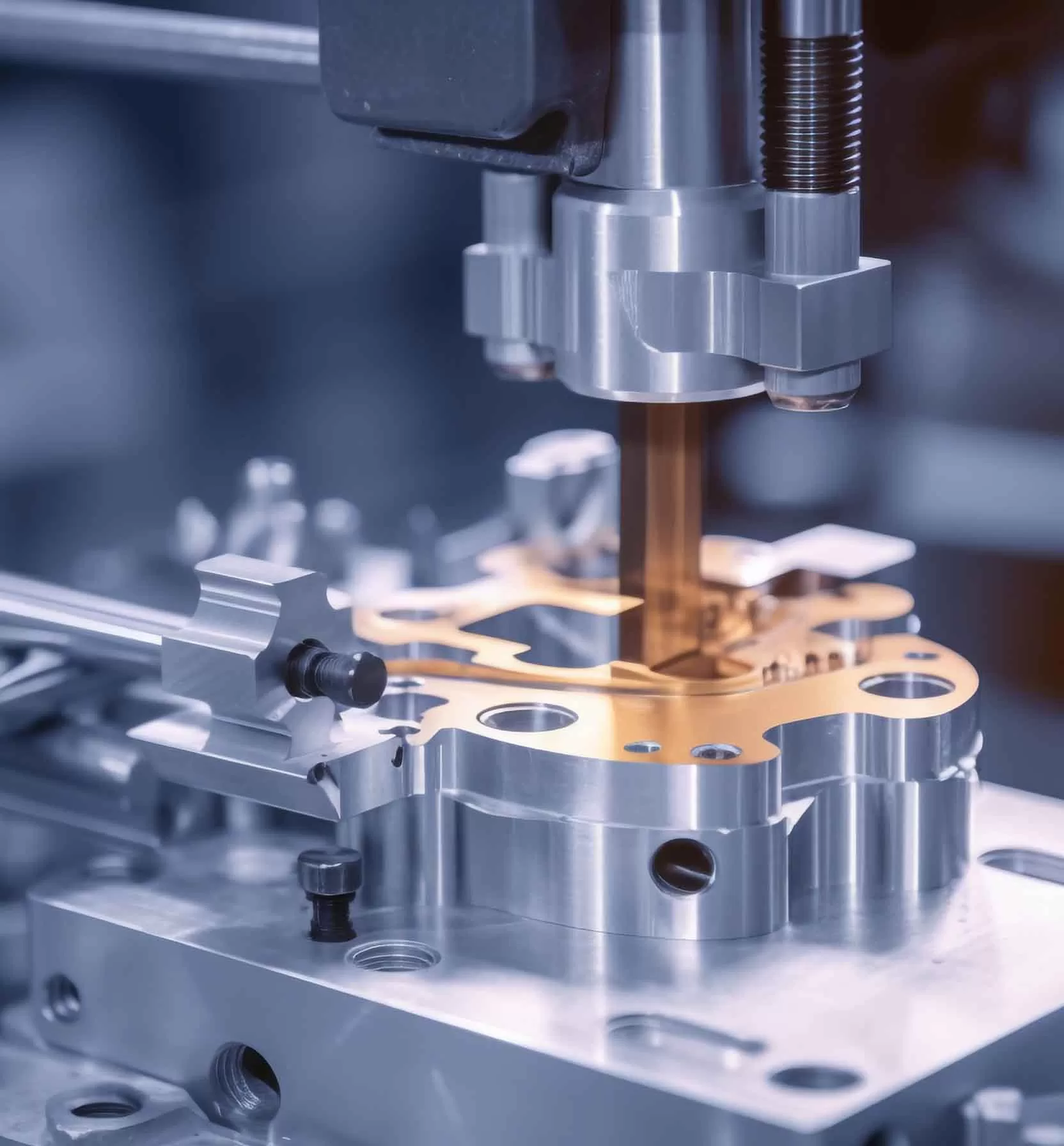
5. Metal Cutting
Metal turning processing is a production method that uses a milling cutter to drill the metal blank step by step so that the product obtains the required shape, size and roughness. Metal turning processing includes two methods – milling and machining. Milling is a method in which employees use hand-made tools to cut. The operation is flexible and convenient and is widely used in installation and maintenance.

Mechanical processing and manufacturing relies on CNC lathes to achieve drilling, including: turning, planing, milling, drilling and grinding.
- CNC turning: CNC turning is the process of producing and manufacturing car parts on a CNC lathe. CNC lathes are suitable for drilling various rotating surfaces, such as inner and outer cylinders or conical surfaces, and can also turn inner holes. Many vehicle shaft parts and gear blanks are processed on the lathe.
- Drilling: Drilling is the technical process of producing and processing products with blades on a drill machine. The drilling machine is suitable for processing planes, vertical surfaces, slopes and trenches, etc. The cylinder liner and cylinder head surfaces on the vehicle, as well as the matching planes of the gearbox casing and cover, are all processed with a drilling machine.
- Cutting: Cutting is the entire technical process of placing turning tools on a CNC lathe to produce and process products. CNC lathes can process slopes, pipe trenches, and even machining gears and bevels, and are widely used in the production of various car parts. The molds of the vehicle body cold stamping die are all processed by cutting. Computer-controlled CNC machine tools can produce complex workpieces and are the core CNC lathes for intelligent machining.
- Milling and boring: Milling and boring are the key drilling methods for producing and processing holes.
- Cutting: Cutting is the entire technical process of placing grinding wheels on a CNC grinder to produce and process products. Cutting is a deep processing method that can obtain product workpieces with high precision and surface roughness, and can cut product workpieces with high strength. Some car parts that have been quenched and tempered are further processed using CNC grinders.
6. Heat Treatment
The heat treatment process is a method of heating, insulating or cooling solid steel again to change its organizational structure to meet the application standards or technical standards of the parts. The temperature of the heating environment, the length of insulation time, and the speed of cooling can cause different structural changes in steel. The blacksmith shop infiltrates heated cast iron parts into water to quickly cool them (experts call it heat treatment), which can increase the strength of aluminum parts. This is also an example of heat treatment technology.
Heat treatment methods include quenching, quenching, heat treatment and quenching. Quenching is to heat the cast iron, insulate it for a certain period of time, and then slowly cool it down in a furnace to obtain a thin and well-proportioned structure, reduce strength, and facilitate CNC turning processing. Quenching is to heat the cast iron, insulate it, remove it from the furnace, and then cool it in the air. It is suitable for optimal treatment of high carbon steel. Heat treatment is to heat the cast iron parts, insulate them and then quickly cool them in water or oil to increase the hardness. Quenching is generally a post-process process of heat treatment. The heat-treated cast iron parts are heated again, insulated and then cooled to make the structure stable and eliminate ductility. There are many car parts. In order to maintain the ductility of the core and change the surface structure to increase the hardness, surface induction quenching or nitriding, cyanidation and other heat treatment methods must be used.
7. Assembly
Installation is to follow certain regulations, use connecting parts (bolts, nuts, pins or locks, etc.) to connect various parts to each other and form components, and then connect various components to each other to form the complete vehicle. Whether the parts are combined into components or the components are combined into a complete vehicle, they all need to meet the requirements of the design drawings to ensure that the components or the complete vehicle achieve the set characteristics. For example, when installing the transmission onto the clutch housing, be sure to align the axis of the transmission input shaft with the axis of the crankshaft. This method of core adjustment is not adjusted by the installation worker (miller) during assembly, but is achieved by design and manufacturing.
If you visit an car manufacturing company, the most worth watching is the vehicle assembly line. On the assembly line, the next car rolls in every moment. Take the assembly line of Jiefang brand large trucks at FAW in China as an example. This assembly line is a 165m long transmission chain. The vehicles move to each process along with the transmission chain and are gradually assembled. There are also transportation chains around to carry the engine assembly, cab assembly, wheel assembly, etc. one after another. The information is transferred from each production workshop to the corresponding process on the final assembly line.
First place the window frame at the beginning of the transmission chain, and then install the rear axle assembly (including leaf springs and rims) and front axle assembly (including leaf springs, steering rods and rims) to the window on the frame, and then turn the window frame over to facilitate the installation of the steering system, exhaust pipes and brake pipes, fuel tanks and oil pipes, cables and wheels, etc., and finally install the engine assembly (including clutch, gearbox and intermediate Braking system), connect the rotating shaft, and then install the car cab and rear panel products, etc. At this point, the vehicle can drive down the assembly line.
The above are all the common methods of manufacturing car parts currently known. So, do you know which process is generally used to manufacture precision car components?